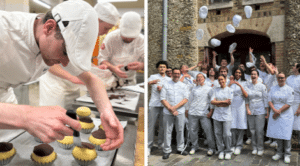
How about taking a peek behind the scenes at our mills?
We’ve been millers since 1919, and for over 100 years we’ve been supplying French bakers with high-quality flour, which we now grind in our 7 regional mills. To be able to produce these flours, several steps are required even before the first grain of wheat is ground.
Follow us—we'll explain everything!
Wheat Receipt
We use only high-quality milling wheat. Supplies can be transported from storage facilities to our mills in several ways: by truck, train, barge, and even via a conveyor belt connected directly from the cooperative’s silo to one of our mills!
Every day, many tons of wheat arrive at our mills. Because we pay close attention to our environmental footprint, we prioritize transportation via eco-friendly modes of transport, such as trains or barges, whenever possible.
Our mill in Marseille—the only one equipped with an electric locomotive!
At the Moulin de Marseille, 64% of the wheat arrives by train!
Every week, a train delivers 1,320 tons of wheat to the Marseille mill, grown in regions such as Bourgogne-Franche-Comté and Auvergne-Rhône-Alpes. Once the train arrives at its destination—a rail spur is located 500 meters from the mill—a locomotive pulls the cars to the receiving pit where the wheat is unloaded. The wheat is then conveyed by suction—at a rate of 80 tons per hour—to the wheat silo for storage, where it will be used to produce flour. One operator controls the locomotive via remote control for the unloading operation, and another employee supervises the storage process in the grain silo. Unloading a train takes about twenty hours.
What is a locomotive?

A shunting locomotive is a railway vehicle used to maneuver railcars. In our case, when the train arrives near the mill, we split it into groups of 6 or 8 railcars. The shunting locomotive then hooks up to the railcars and takes them to the receiving pit. Historically, our mill in Marseille used a diesel-powered shunting locomotive.
In 2022, following a successful initial test, we decided to replace it with an electric locomotive, which is quieter, more reliable, more economical, and more environmentally friendly. We then trained five people to operate this machine. They all received a certification, which they must renew every three years.
Reliability is a key feature of this locomotive. In fact, we receive a train loaded with 1,300 tons of wheat every week. If the train isn’t unloaded on time, the entire supply chain suffers, with consequences that can quickly become significant.
Choosing electric vehicles also eliminates the use of fossil fuels, which have a significant environmental impact. The decision to go electric was driven by our desire to continue our environmental efforts. By prioritizing the delivery of wheat via eco-friendly transport, we were already committed to the environment. Today, by choosing an electric locomotive, we have strengthened this commitment and created a fully responsible supply chain that aligns with our Group’s sustainable development approach: LINK.
“ Electric locomotives are the future; they allow us to move away from fossil fuels.”” José Torres, wheat procurement manager at the Marseille mill
The mill closest to the Eiffel Tower, supplied by barge!
Our mill in Paris-Gennevilliers is the closest to the Eiffel Tower ! Just 7 kilometers from the outskirts of Paris, this mill has the advantage of being located on the banks of the Seine.
Thanks to this location, two-thirds of the wheat supply is transported by barge and comes mainly from the Île-de-France region via the Seine, Yonne, Marne, and Oise rivers… Every year, 80,000 tons of wheat are transported by river to the Paris-Gennevilliers mill!
Once at the mill, the grain is unloaded using a “vigan”—a kind of large vacuum that sucks the wheat directly from the barge’s hold and feeds it into the mill. This unloading process takes several hours.
Watch in video testimonials from Sébastien Picaud and Mr. and Mrs. Maingault who supply our mill with wheat by barge for many years. They work with and live out a true passion for theirtheir boatx and share a strongto the environment!
The Verneuil mill is supplied directly via a conveyor belt connected to the Valfrance cooperative's silo!

The Verneuil Mill, in Seine-et-Marne, is fortunate to be located right next to one of the silos belonging to the Valfrance cooperative. To take advantage of this proximity, a conveyor belt directly connecting the cooperative’s silo to our mill was designed in 1983.
This overhead conveyor, similar to a conveyor belt, is 150 meters long. Four to five times a week, it transports shipments of 200 tons, totaling between 800 and 1,000 tons of wheat per week. The receiving capacity is 100 tons per hour.
Thus, the wheat supplied through this channel accounts for 45% of the wheat we receive each year at the Verneuil mill.
This electric conveyor belt represents another step forward in our environmental initiative. Indeed, this supply system reduces the need for truck transport and promotes the purchase of locally grown wheat.
Quality control of wheat
Inspections are conducted both before and after the wheat arrives at our mills. This allows us to guarantee our customers consistent flour quality of flour, both in terms of taste and food safety.
David Angelini, QSE Manager; José Torres, Procurement Manager; and Gwenaëlle Merlo, Product Quality Manager, explain how these quality control processes are carried out at the Marseille mill.
“A sample of everything that comes in and everything that goes out is analyzed.” José Torres
An initial quality check prior to delivery
When scheduling a wheat shipment, regardless of the mode of transport, the storage facility sends us a representative sample of the batch to be delivered for our approval. If the sample is approved, the wheat can then be shipped.
To ensure the reliability of our rail shipments (given the volumes received each week), a pre-shipment inspection is conducted at the cooperative by an accredited inspection body, which allows us to ensure the quality and track the shipment prior to its arrival.
A second inspection before unloading
Regardless of how the wheat is transported to the mill, a sample is always inspected upon arrival: an initial visual inspection and sifting ensure that there are no impurities or insects. Next, an infrared system is used to check the wheat’s temperature, moisture content, and specific gravity.
If the sample does not meet the standards, the wheat shipment is not accepted into the mill. Otherwise, unloading may proceed, and further tests are then conducted in the laboratory.
Throughout the harvest, in order to meet regulatory requirements, our wheat and flour undergo specific analytical testing as part of our Food Safety Plan (FSP).
Regular laboratory quality checks on wheat
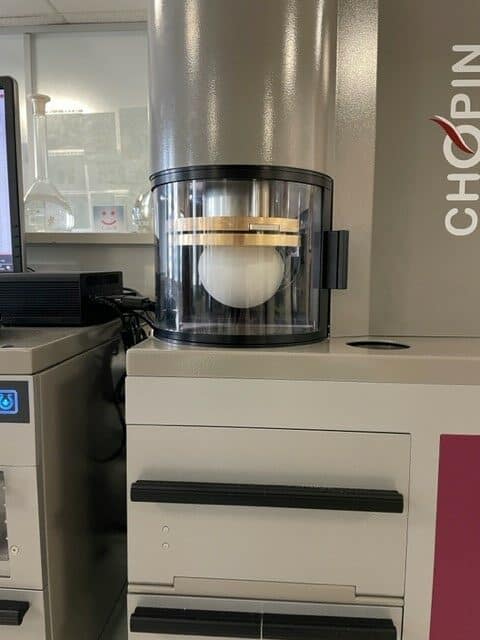
During this stage, several samples from the same batch are taken to the laboratory and quickly ground into flour in what is known as a test mill.This is a miniature mill used to grind a small amount of wheat so that the resulting flour can then be analyzed.
There are several types of tests that need to be performed depending on the wheat that is delivered. For high-gluten wheat, we perform a physicochemical analysis and a rheological analysis. Bread wheat will undergo the same analyses as well as an additional technical analysis.
Physicochemical analysis allows for the monitoring of moisture content, ash content, and falling number (a measure of wheat germination).
Rheological analysis, using an alveograph, measures the baking quality of a flour to ensure its quality.
These first two tests are performed by laboratory technicians.
The technological analysisinvolves subjecting the flour to all stages of breadmaking: kneading, fermentation, proofing, shaping, resting, and baking. The breadmaking test determines the baking quality of pure wheat varieties or blends; it helps optimize a recipe and assesses a flour’s suitability for commercial sale.
This final analysis is performed by a test baker.
All of these analyses allow us ensure consistent quality in the flour we produce.
Spotlight on the new harvests:
When the new harvests come in, the cooperatives send samples to each of our mills foranalyzedby our quality teams. These analyses can be used toinsights insights into the harvest and recommendations for our artisan bakers, which we compile into what we call the Harvest Newsletter.